锐意进取 矢志创新
主动服务+快速服务+免费服务+管家服务+战略服务
全国服务热线400-676-0799
全国服务热线400-676-0799

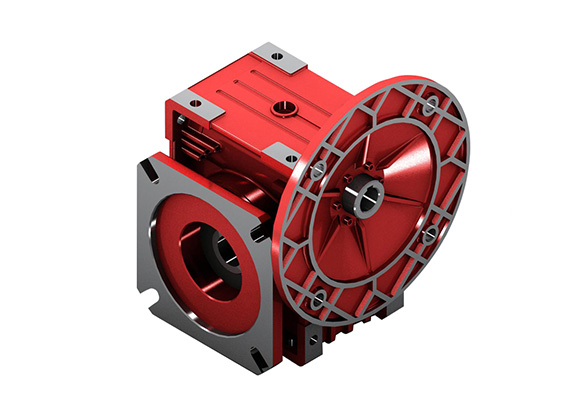
蜗轮蜗杆减速机用于传递空间交错轴之间的运动,广泛应用于各种机械设备中。蜗轮蜗杆的接触质量是RV减速机实际生产中的关键问题,它的优劣用接触精度来评价,而接触精度的高低则用接触斑点来衡量。蜗轮蜗杆减速机中的蜗轮蜗杆接触斑点是项重要的综合检验项目。判定RV减速机蜗轮副的接触质量,应从接触斑点的面积、形状和位置等三个方面进行。
蜗轮蜗杆减速机加工时,不仅蜗杆蜗轮减速箱均要达到各自的几何精度,装配后二者还要达到定的接触精度,这技术条件,不是只凭借精密的工作母机就能轻易达到的。根据啮合原理,RV减速机的蜗轮和蜗杆要得到良好的接触质量,必须使制造出来的蜗轮副具备以上两个条件:蜗杆和蜗轮终加工所用工具(精滚刀、剃齿刀、研磨蜗杆和珩磨蜗杆等)的齿形和导程(或螺距)应具有同性;蜗轮蜗杆减速器装配时,蜗杆对于蜗轮的相互位置和终加工工具对于蜗轮的相互位置应具有同性。实际生产中需要根据蜗轮副不正常接触斑点的位置、形状特征和面积大小等来分析原因,找出提高RV减速机蜗轮副接触精度的途径。
可以通过修理蜗轮齿面来达到蜗轮副的接触精度。蜗轮蜗杆减速机中蜗杆的加工和检查比蜗轮容易,以蜗杆斜齿轮减速机为基准面修理蜗轮齿面然后去配合它,理论上是比较合理的。采用具有白刃带的滚刀(铣递刀),可以比较容易的使滚刀切削刃与蜗杆保持致而达到接触要求,由于这种滚刀磨损快、寿命短、效率低,只适用于少量生产。其次是采用珩磨法,珩磨蜗杆可以和工作蜗杆在同台机床上次调整磨出,对操作技术无须苛求,但珩磨蜗杆同样磨损快、生产率低,且成本高。珩磨剂易挤入蜗轮齿面,影响蜗轮副的工作寿命,这缺点对铜制蜗轮尤为不利。
修理蜗杆螺旋面以达到蜗轮副的接触精度。修理蜗杆螺旋面不需要任何辅助工具,简单易行,可在RV减速机蜗杆螺旋面的磨削中进行。具体修磨方法为:加工蜗杆时,在其螺旋面快要达到后尺寸时,先与蜗轮预配,并根据预配的接触情况,调整机床和砂轮型面直达到配好接触面为止。
常见的几种不正常接触斑点的分析及修配方法:修配蜗杆以满足接触精度要求:改变摩轮角度,有的接触斑点只在齿面根部,这是由于RV减速机蜗杆齿形角小于滚刀齿形角所致,只需加大磨轮角度就能配好接触面。但须注意:增大磨轮角度的同时应增大蜗杆导程,减少磨轮角度的同时也应减少蜗杆导程,若只改变磨轮角度而不同时改变导程,则齿高上接触斑点虽然可得到改善,而齿长上的接触面会发生变化。改变磨轮凸度:如果接触斑点只在齿面中部,这是由于蜗杆型面过凸所致,只需增大磨轮凸度就能配好接触面,相反接触面则减小磨轮凸度。改变蜗杆导程:接触点只是在齿长中部很少段,这是由于蜗杆齿面的曲率过大所致,只需减小蜗杆导程(即减小其曲率)就能配好接触面。
联系电话
微信扫一扫